
The Long Road to the Intelligent Power Supply System
September 8, 2020
Selective channel monitoring is due to a phenomenon that only appeared with the market introduction of electronically controlled power supplies. This story describes what this is all about and how Murrelektronik solved it.
What on earth is a “channel monitor”! And then also in connection with the term “selective”? Images of gigantic ocean-going vessels quickly form on their way through the Kiel Canal, saving themselves the 250-mile detour through the North Sea, Skagerrak and Kattegat. And because the pilot prefers to check his message status on his smartphone instead of doing his actual work, he only monitors the channel passage selectively!
If circuit breakers do not work
While this is a nice interpretation of “selective channel monitoring”, it is simply wrong. Experts who have spent hours troubleshooting a machine know this. This is particularly costly in complex systems in which switched power supplies electronically regulate the voltage and current at the output.
It is possible that in the event of a short circuit or overload, secondary fuses react more slowly than the power supply unit and therefore this selectivity is not applicable. This leads to critical situations, such as voltage dips, and in the worst case even to cable fires. But how is it possible that these downstream protective devices do not react? This requires a look back almost 30 years.
Convincing argument: high short-circuit protection
It was at the beginning of the 1990s when a change in the mechanical and plant engineering industry was about to take place: the change from transformers to electronic power supplies. At the beginning, only a small group of people dared to take advantage of the new devices. A regulated 24 V DC voltage and short-circuit protection according to a fixed defined characteristic curve obviously sounded too good to be true for potential users!
However, the rise of electronically regulated power supplies was unstoppable from then on, as more and more OEMs wanted to benefit from their advantages. Above all, the high short-circuit protection was a convincing argument. If a short-circuit went unnoticed in the transformer power supply units used up to then, it heated up the subsequent installation and possibly even set fire to it. With the electronically regulated power supplies, on the other hand, users were buying modern technology and at the same time greater operational reliability.
The search for short circuits outside the control cabinet
But how was it with short circuits outside the switch cabinet? Output-side miniature circuit breakers, in practice often combined with a signal contact going to the control system, reliably detected overloads and short circuits in the field. So why should this form of protection, which has proven itself over decades, not be retained? What was good and right for a transformer power supply unit, according to many users, had to be even better for an electronically regulated power supply! This false assumption caused many an electrician to despair in troubleshooting in the years to come. For example, if the reason for this fault was a bare cable in a drag chain, simply isolating the fault could take many hours, if not several days.
Loop resistance as an evil
But how could it be that the switch-mode power supplies with their advantages were not capable of reliably tripping miniature circuit breakers? This question not only drove the manufacturers of electronically regulated power supplies up in arms, but also drove suppliers of automation solutions to experiment.
It is no longer possible today to determine who was allowed to claim the exclamation “eureka” in the end. However, that is not so important either. Much more interesting is the result of countless tests and calculations – especially since these revealed a banal reason for the phenomenon of non-tripping miniature circuit breakers: loop resistance! The electronically regulated power supplies so enthusiastically celebrated by the market were simply not able to provide the current required for tripping for at least 100 ms because of this.
Watch the video: https://www.youtube.com/watch?v=ay3kW69iPxo
The calculation of the loop resistance
So, the loop resistance! In order to understand why this latest technology, of all things, is problematic, it is necessary to take a detour into the basics of mechanical and plant engineering. Up until 30 years ago, it was actually common practice to use type C miniature circuit breakers to protect installations in the field. What this means in combination with a switch-mode power supply is explained by an example in which an automatic machine with 6 A rated current is used. According to the formula 14 x Inenn, this requires a tripping current of 14 x 6 A, which in multiplication corresponds to 84 A. However, for a 24 V power supply to be able to provide this 84 A at all, its resistance must not exceed 286 mΩ.
That this resistance value is unrealistic is shown by a practical example, where the loop resistance of a 5 m long sensor cable with a wire cross-section of 0.34 mm2 is calculated. Its resistance is calculated from the formula R = ρ x l / A, where l is multiplied by two due to the outgoing and return lines.
If the individual values are now used taking into account the resistivity ρ of copper (0.0178 Ω x mm2/m), the result is already a resistance of 520 mΩ. With the additional resistances of the distribution line and the strands as well as the internal resistances of the miniature circuit breakers and terminals, the total resistance adds up to over 1.3 Ω.
Applied to the formula U = R x I, this means that a maximum current flow of 18.18 A is possible in an electronically regulated 24 V power supply. However, this is not sufficient to trip a type C circuit breaker with a rated current of 6 A. As described, it would require at least 84 A.
Explanations on the functioning of miniature circuit breakers and protective resistors. Watch the video: https://www.youtube.com/watch?v=7j3DgdKPTmY
The grand entrance of the intelligent power supply system MICO
The realization that the switch-mode power supply units could not provide the required tripping current for the miniature circuit breakers had some curious consequences. Some machine and plant manufacturers suddenly built their applications with four instead of just one power supply, just to reduce the consequences of overloads and short circuits to a minimum.
There are still applications on the market today in which two switch-mode power supply units supply the electronic components and the controller in the control cabinet, and two more supply the actuators and sensors in the field. However, this approach is expensive because it requires three additional electronically controlled power supplies.
In addition to the additional purchase costs, these also require additional space in the control cabinet and do not solve the problem. It would then make more sense to form smaller units with consumers so that half of the machine does not go into a de-energized state in the event of a fault.
But back to the real story.
Switch off as early as necessary, but as late as possible
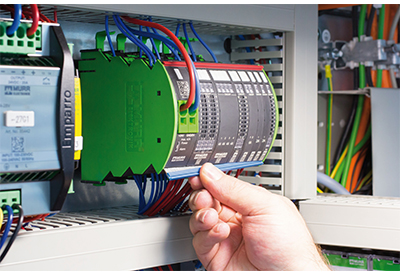
Murrelektronik was first confronted with these problems in 2003 and reacted quickly. After only one year of development, the manufacturer from Oppenweiler, Germany, presented the MICO (Murrelektronik Intelligent Current Operator) intelligent power supply system for 24 VDC applications at the SPS – and the market responded enthusiastically.
With their solution, the Swabian tinkerers had succeeded in designing the switch-off behavior of monitored channels in such a way that they switch off as early as necessary in the event of short circuits and overloads, but only as late as possible. The modules, whose current range can be fixed, were thus particularly suitable for applications in which many sensors and actuators with similar requirements had to be protected.
Lean power supply system
But selective channel monitoring was only one argument in MICO’s favor. With a design width of 72 mm, the device was already 36 mm slimmer than the four miniature circuit breakers with one signal contact each used previously – and experience showed that this fuse approach in combination with an electronically controlled power supply did not work at all! So, the 108 mm on the top-hat rail that had been used up to then were a waste of time anyway.
Furthermore, it took a lot of installation time to wire four miniature circuit breakers with the corresponding signal contacts. For this reason, Murrelektronik’s developers designed MICO with only one common potential, from which the individual channels can be accessed.
No need for oversized power supplies
Because the Swabian is not satisfied with the first best solution, he provided his intelligent power distribution system with features tailored to the needs of mechanical and plant engineering in the very first version. These include, among other things, cascaded switch-on behavior.
This method distributes the switch-on peaks, which is why oversized power supplies are no longer needed. During this process, the connected channels go online with a time delay of about 70 ms. Although this process only takes a little more than 200 ms for a four-channel device, this is already sufficient to dimension clocked power supplies according to the power actually required. This saves space in the control cabinet and keeps acquisition costs low, since the switch-on peaks are neatly compensated.
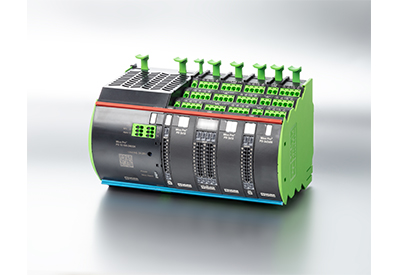
MICO monitors millions of current paths
With its intelligent features, MICO has earned the trust of many machine and equipment manufacturers around the world since its introduction to the market 16 years ago. By the end of 2019, 8,561,513 monitored current paths had been implemented, guaranteeing high operational reliability in a wide variety of applications worldwide.
Due to this enormous demand “Safety made by Murrelektronik”, the MICO family has grown successively over time to offer a tailor-made solution for every application. The market appreciates this versatility. This is why MICO can confidently be compared to a pilot who safely maneuvers ocean-going vessels through the Kiel Canal without touching the canal walls. And with this safety behind you, you can also take a relaxed look into the distance or even use your smartphone.
Whitepaper for download
One control circuit solution for the whole world
Murrelektronik offers a portfolio of solutions for multi-standard power supplies. These solutions use standardized products that are coordinated down to the last detail and are extensively certified. This means that the entire solution is designed to meet all relevant standards so that it can be used worldwide. The white paper shows the advantages of multinorm power supplies and contains complete circuit diagrams.
Download the whitepaper “Multinorm power supply concepts”
For more information, visit www.murrelektronik.com.














